
Fused zirconia-corundum bricks, abbreviated as AZS Bricks, are primarily composed of alumina, zirconium oxide, and silicon dioxide. During production, alumina, zirconium oxide, and silicon dioxide are melted in an electric furnace, then molded and cooled. Their petrographic structure consists of a eutectic of corundum and zirconite, with a glass phase interspersed between the crystals. Fused zirconia-corundum bricks are primarily used in glass furnace construction. Different models have varying compositions, allowing them to be used in different areas of the furnace.
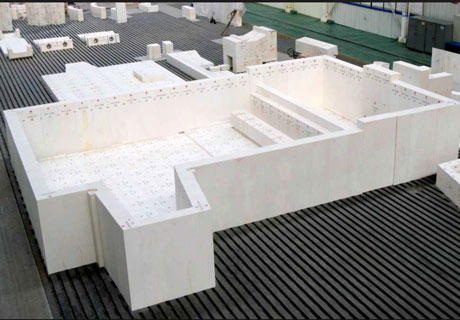
Detailed Production Process of Fused Zirconia Corundum Bricks
The oxidation fusion method is characterized by the use of a long arc. Graphite electrodes are placed above the material, radiating arc light to high temperatures to solidify the material, preventing contact with the melt. The pouring process creates an oxidizing atmosphere in the pouring room. During the solidification process, the arc length of the oxidizing melt must be kept to a minimum, typically 30-50mm. Since arc voltage and arc length are linearly related, increasing arc voltage decreases the grain size of the corundum. When the arc voltage reaches 230V, the density of the casting decreases. Simultaneously, the melting time should be minimized to prevent carbon buildup. Furthermore, flue gas dust removal and ventilation should be implemented to maintain an oxidizing atmosphere within the furnace.
Pouring can begin when all batch materials have solidified and the melt surface is clean. A mold should be prepared before pouring. The temperature of the melt during pouring should be controlled between 1960-1980°C. Layered pouring can be used to increase the casting density. Pour one layer every 10-20 minutes, and pour the next layer when the surface temperature of the previous layer cools to 1680-1700°C. Adding molten metal blocks with similar composition to the melt can increase the density of the melt flow during pouring. Properly arranging the pouring gate and removing areas of the casting with excessive porosity can also help increase the density of the casting.
The melt during pouring must maintain good fluidity while preventing overheating. Overheating causes the melt to absorb gas, which increases shrinkage after being cast into the mold, resulting in shrinkage cavities and cracks in the casting.
Casting Cooling. The cooling process of a casting can be broadly divided into four stages: melt flow (pouring), heat dissipation, melt solidification and hardening (crystallization), and cooling of the hardened casting. During the melt hardening process, its structure is being formed. Initially, the casting’s surface temperature drops sharply, and the melt rapidly dissipates heat into the mold, forming extremely dense areas. Crystals precipitate to form the microcrystalline and mesocrystalline regions of the casting. The remaining melt is primarily concentrated in the center of the casting near the pouring surface, later forming a coarse-grained structure. Because crystallization begins at the edges and spreads toward the center, when the peripheral crystals harden and begin to cool, the center of the casting is still a hot liquid melt. The temperature difference between the edge and the center is considerable, inevitably generating stresses within the casting that can cause cracks. The greater the difference in hardening rates between the inside and outside, the greater the thermal stresses. Therefore, the cooling process of the casting is crucial to the quality and structure of the cast product.
After demolding, the casting is annealed. In practice, this is to control the hardening (crystallization) and cooling rates of the casting. There are two annealing methods: natural annealing and controlled annealing. Natural annealing relies on the excellent insulation layer on the casting’s exterior to allow for steady and slow cooling. The cooling rate can be adjusted by the thickness of the diatomaceous earth or shrinkage vermiculite layer on the outside of the mold. Controlled annealing involves removing the hardened casting from the mold or placing it in a small tunnel kiln, where it is slowly cooled according to a prescribed annealing curve.
Mechanical Processing of Products. Qualified annealed fused zirconium corundum brick refractory products must undergo mechanical processing before entering the warehouse. Due to the high hardness and strength of corundum, diamond tools are used for processing. Castings undergo cutting, grinding, and drilling to achieve precise geometric shapes, a smooth and flat surface, and the exact dimensions required for a tight fit.
Four Casting Methods for Fused Zirconia Corundum Bricks
When the molten liquid condenses in the sand mold, it shrinks by 12% to 15%, forming shrinkage cavities. Four casting methods are currently available, depending on the size of the shrinkage cavities and how they are addressed.
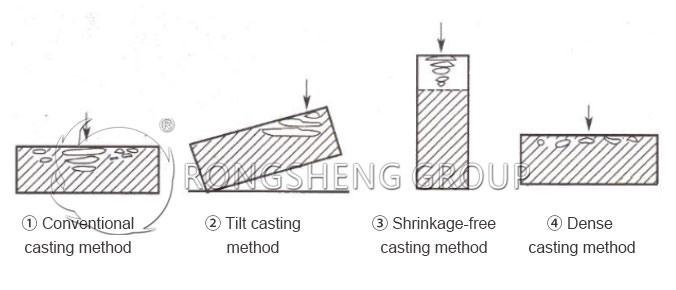
① Conventional casting method (PT): Casting is done using a conventional riser. The first-cured portion has fine crystals, while the later-cured portion has coarse crystals. Large shrinkage cavities are present, and their location is roughly aligned with the casting holes on the brick surface. The bulk density is approximately 3.3 g/cm³.
② Tilt casting method (QX): The mold is tilted at a certain angle, with the riser placed at the top. This allows shrinkage cavities to be concentrated at one end of the product, close to the bottom of the brick. Most of the mold is dense, especially in the lower half of the angled portion. This method is suitable for long bricks.
③ Shrinkage-free casting method (WS): Additional size molding sand is used during casting. Shrinkage cavities are concentrated at the top. After annealing, the sand is removed. The remaining usable portion has a uniform composition and a dense structure.
④ Dense casting method (MS): Dense casting method is also known as reinforced casting or multiple re-pouring method. During the first casting, shrinkage cavities may form. After a certain period of time, replace the riser and re-cast. This can significantly reduce the volume of shrinkage cavities and increase the full cast rate of the casting. The average bulk density of fused zirconium corundum bricks containing 33% ZrO2 can reach approximately 3.6g/cm3.
Application Changes of Fused-Cast Zirconia Corundum Bricks in Glass Furnaces
During use, fused-cast zirconium corundum bricks are subjected to temperatures exceeding thousands of degrees Celsius in glass furnaces. How do fused-cast zirconium corundum bricks change under these harsh conditions?
Fused-cast zirconium corundum material undergoes a crystallization process in the glass furnace. First, baddeleyite precipitates in the crystallization space of baddeleyite. Next, aluminum-zirconium eutectics precipitate on the baddeleyite-corundum eutectoid line. Finally, a glass phase and remaining crystals precipitate. The glass phase, as part of the lithologic structure of fused-cast zirconium corundum bricks, can lower the melting temperature, expand the casting temperature range, and relieve thermal stresses. However, it is also a weak link in fused-cast zirconium corundum bricks, reducing their corrosion resistance.
Fused-cast zirconium corundum bricks gradually erode in the glass furnace. The glass phase is first replaced by the tank glass, and the corundum begins to dissolve, slowing the erosion of the brick. Once the corundum is completely consumed, the fused-cast refractory material begins to disintegrate, and the baddeleyite enters the kiln, forming stone. If the refractory components are dissolved but not mixed evenly, streaks will form. The streaks have different compositions than the glass, which can affect the solubility of gases and cause bubbles to precipitate, adversely affecting the quality of the produced glass. Stones and streaks will also affect the quality of the glass.




